New Age Medicine
Higher Quality Print Means More Demanding Results from Today’s Doctor Blades
Increased requirements of high speed HD flexo and expanded gamut (EG) have changed the game when it comes to doctor blades. To achieve and maintain clean, fine line dots for an entire run efficiently, doctor blades must be able to meter new types of inks, from higher line anilox rolls, at faster speeds, all while avoiding print defects and anilox damage.
When it comes to fine tuning, studying the contact angles and surfaces of used doctor blades from the process can give us clues. The study of a worn doctor blade—including its contact surface—reveals much information about the way the blade has been used on press. The contact surface is the worn surface of the doctor blade that has been in contact with the anilox roll. Parameters, such as blade pressure, blade alignment, condition of the ink and of the anilox roll can often be revealed by a study of the worn blade’s tip and contact surface.
PRESSURE IS THE ENEMY
During printing, blade pressure is often increased incrementally in an effort to reduce end seal leaking, which may be the result of increased pump pressure inside the chamber and the use of seals that may be too hard or too soft. In flexographic printing, the optimal angle for the metering blade is 30 degrees to 35 degrees. This is the point at which the blade’s narrow metering edge can most efficiently wipe excess ink to form the desired surface ink film. Maintaining this angle reduces the occurrence of dirty print and dot gain. In older chambers, the same angle is used on the containment side as on the metering side. Some newer flexo chambers have angles as low as 12 degrees on the containment side to decrease the risk of back doctoring. Higher metering blade pressure causes the blade to flex, resulting in an increasingly larger contact area between the blade and anilox surface. As a result, the wider contact area is prone to hydraulic lift, allowing more ink to pass, which in turn gives rise to dot gain and overall dirty print.

Figure 1: A used doctor blade with multiple contact surfaces and sliver formation. The starting dimensions of the blade were 1.58-in. by 0.010in. radius edge (no lamella or bevel). Photos courtesy of Swedev/FLXON
The resulting thicker ink film often overwhelms the reentry to the chamber capacity of the containment blade, giving rise to back doctoring. Additionally, a wide contact area, resulting from pressure, increases blade and anilox surface wear, as well as the likelihood of particulate in ink becoming trapped, causing blade edge chipping and print defects like streaks. In these situations, when the same doctor blades are reused for multiple jobs with variations in alignment or increase in pressure, multiple contact surfaces and slivers often form, as shown in Figure 1. This can generate print quality problems.
All of these issues are detectable when investigating a “used” doctor blade’s edge under high magnification. In today’s environment, to reduce blade flex and achieve precise metering, pressrooms have moved to using thicker doctor blade materials with a beveled or lamella tip. At the same time, blade materials have evolved to be more refined and less abrasive. In cases of extreme requirements on wiping, a coated blade is suggested to lubricate the thin tip to achieve the cleanest wipe possible. Typical contact surfaces of a coated blade from flexographic printing are shown in Figure 2. If consistent alignment cannot be guaranteed, then it is recommended to change the doctor blade for each new demanding job.
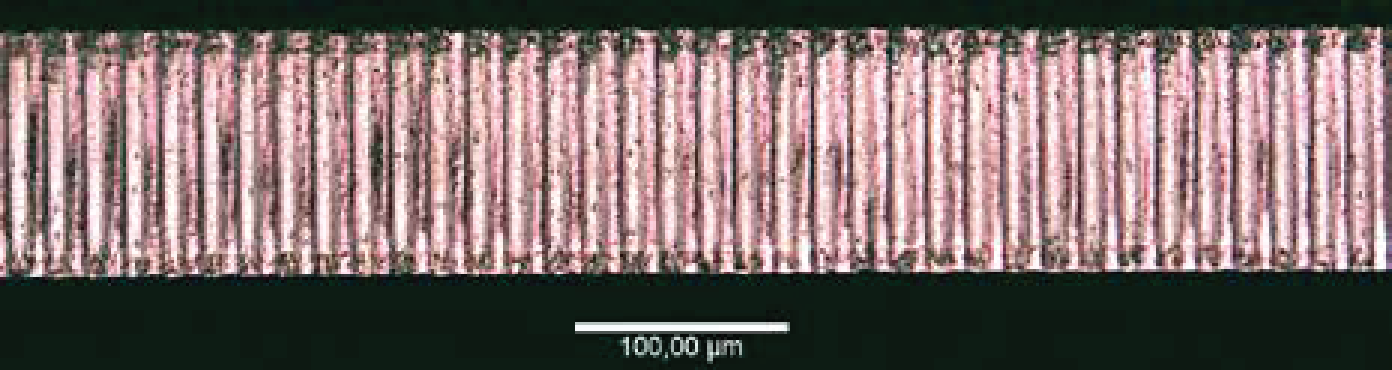
Figure 2: A used, coated doctor blade.
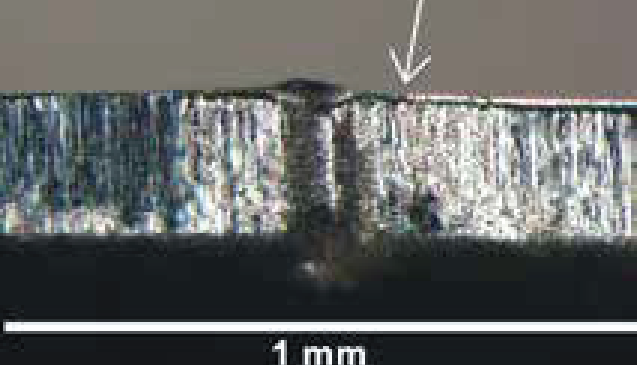
Figure 3: The contact surface, damaged by hard particles.
HARD PARTICLES IN THE SYSTEM
If there are hard particles in the ink system, especially white or metallic, they will show up as defects on the blade contact surface. An example is shown in Figure 3. In addition to hard pigments, hard particles can be remains of polishing media or incomplete polishing of a new anilox cylinder and the absence of an adequate magnet and filter in the ink system.
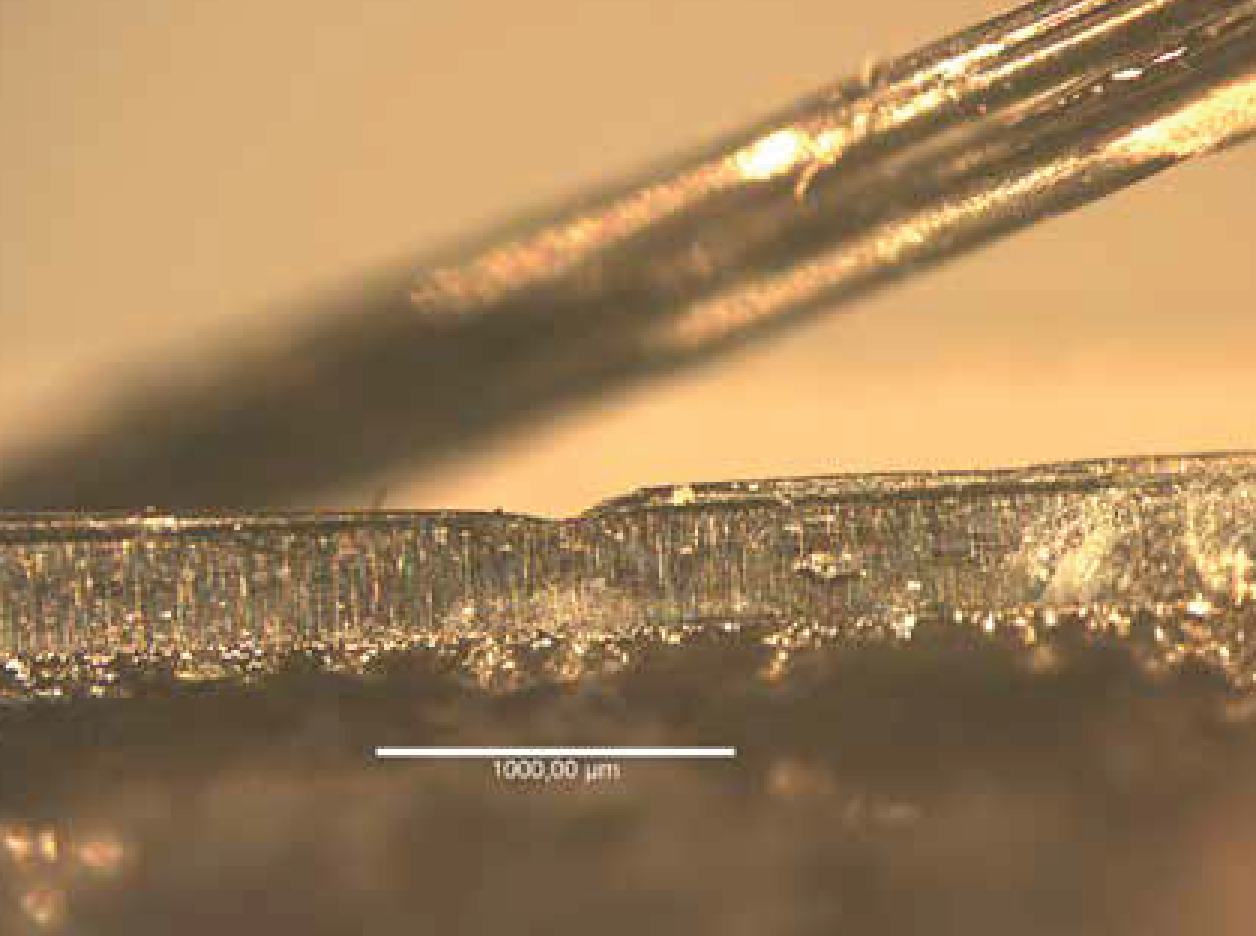
Figure 4: The contact surface with sliver damage from low contact angle in hot adhesive.
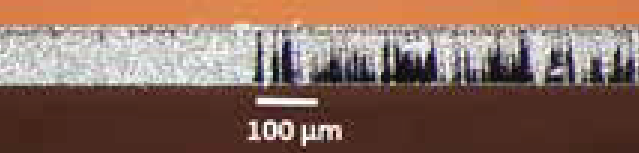
Figure 5: The contact surface of the blade from the chamber of anilox roll in Figure 6.
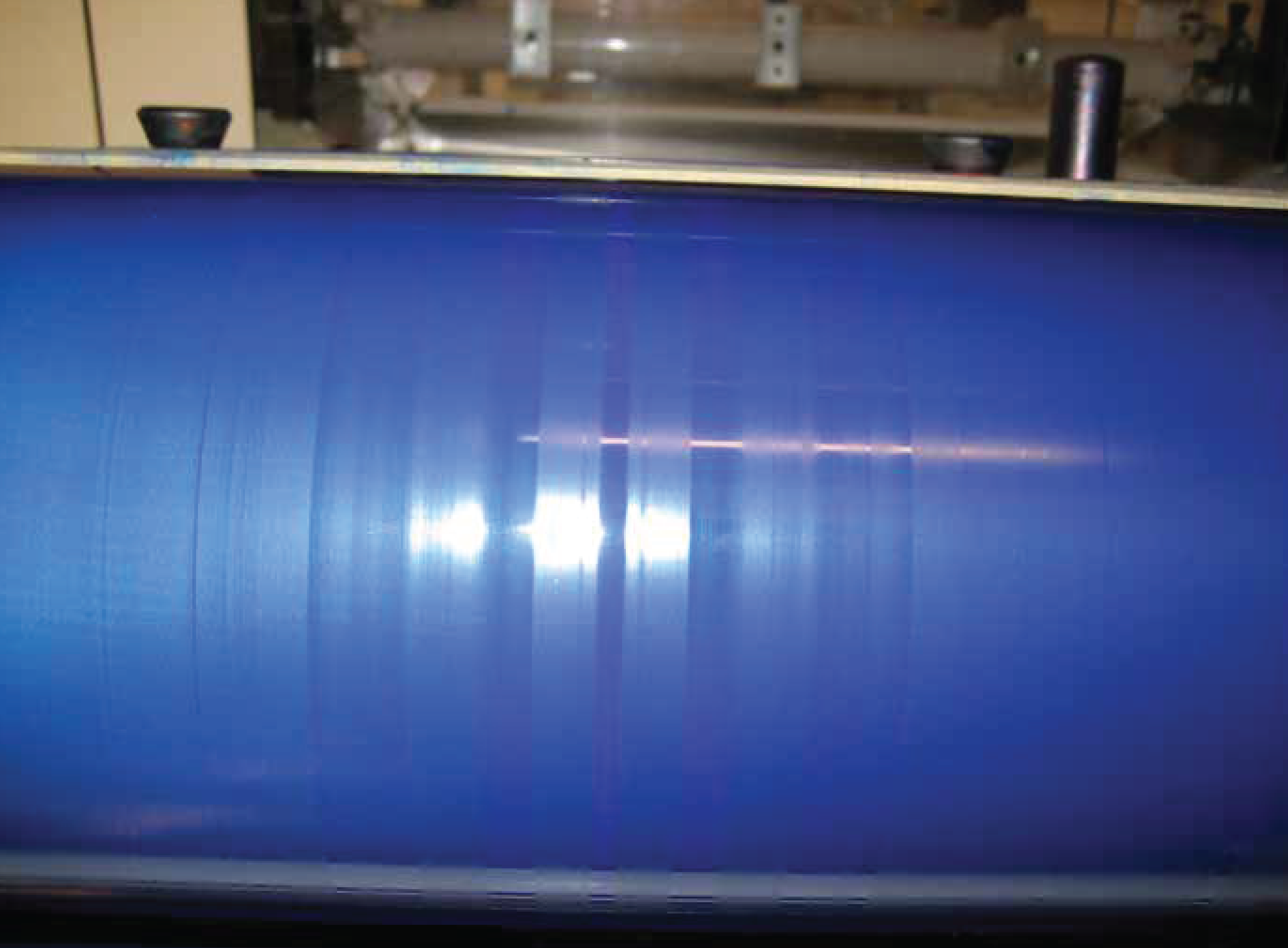
Figure 6: The anilox roll with an inconsistent distribution of UV ink
ADHESIVE COATING & HIGH BLADE PRESSURE
Figure 4 shows a blade which has been used with a very low contact angle in a hot adhesive coating unit. The high blade pressure and resulting 12 degree doctoring contact angle have created a very fragile tip which could be “ripped away” by the strong adhesive in the coating unit. This blade was also used far past the end of the lamella tip, and the width of the blade varied as much as 0.18-in. along its 67-in. length. In this case, a maintenance check of the blade holder is recommended, as well as ensuring a higher and constant contact angle and good parallelism between blade and cylinder.
METALLIC INKS
Metallic inks on labels are being used as alternatives to metallized (foil) paperboard. Metallic inks are also used to a degree in security printing and in printed electronics. Lamella blades with an abrasion resistant yet lubricating coating and an abrasion resistant base steel are recommended for these inks to achieve good printing results and trouble free contact surfaces, as in Figure 2.
UV INK SPITTING
The use of UV ink has been on the rise, especially in label printing, due to advantages including its lower environmental impact, contribution to improved process efficiency and image quality, in addition to improved rubbing resistance and higher color density in more intricate graphic designs. UV ink has a relatively high viscosity—sometimes more than five times that of conventional water based and solvent based inks—and this causes different behavior in the printing process. For example, UV ink spitting is a phenomenon occurring in many different types of machines. This is seen especially in the printing of solids, where “extra dots” appear in the solid areas. This ink spitting also exists in process printing, even though it is not detected as easily in the process picture. UV ink spitting has limited the printing speeds for single blade holders in narrow web, so chamber systems have been developed in their place. However, they still contain spitting problems. Many different suggestions have been made by blade suppliers to prevent spitting, such as blades with thicker lamella, longer lamella, double lamella or even no lamella, or blades with bevel tips of varying degrees.
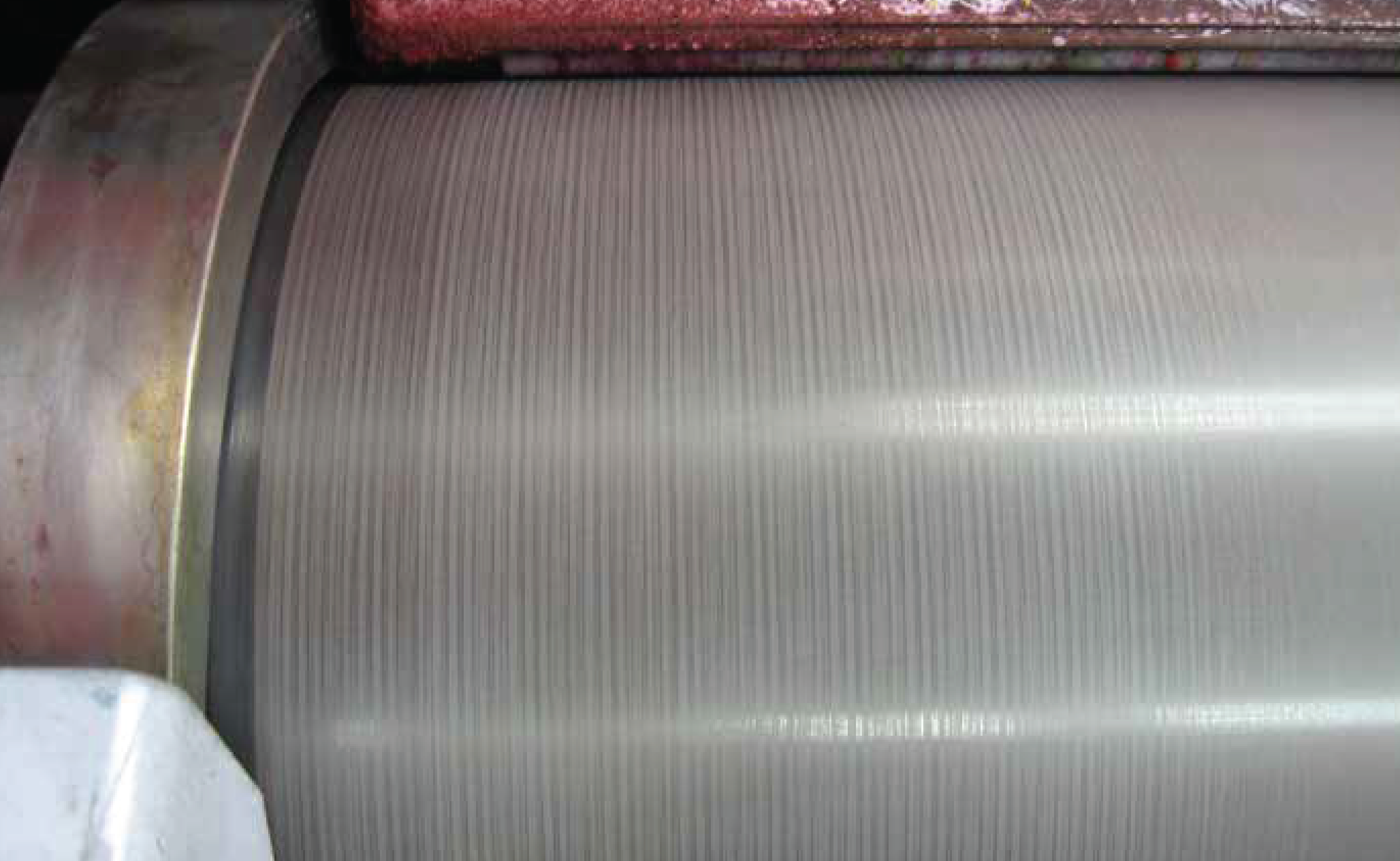
Figure 7: A “tree barking” pattern on an anilox roll.
However, a fundamental fact is that new machines and chambers are often supplied with 0.006-in. or 0.008-in. thick doctor blades. Since UV inks have a higher solid content compared with conventional water based and solvent based inks, they can cause chatter. When running at lower speeds, such as 164 fpm, there is often no problem, but as the machine speed increases, the force of the moving ink increases and ink spitting occurs. Sturdier blades—0.010-in. to 0.012-in. thick—are needed to handle the higher ink forces to decrease spitting. A normal lamella design for flexo, such as a 2 degree bevel tip, will give a smaller contact surface to decrease frictional forces and give good wipe, as long as the blade body is thick enough. Good housekeeping resulting in clean blade holders, and end seals with the right amount of sturdiness and flexibility, will also help to decrease ink spitting, as will the relatively low surface tension of doctor blades with low friction coatings.
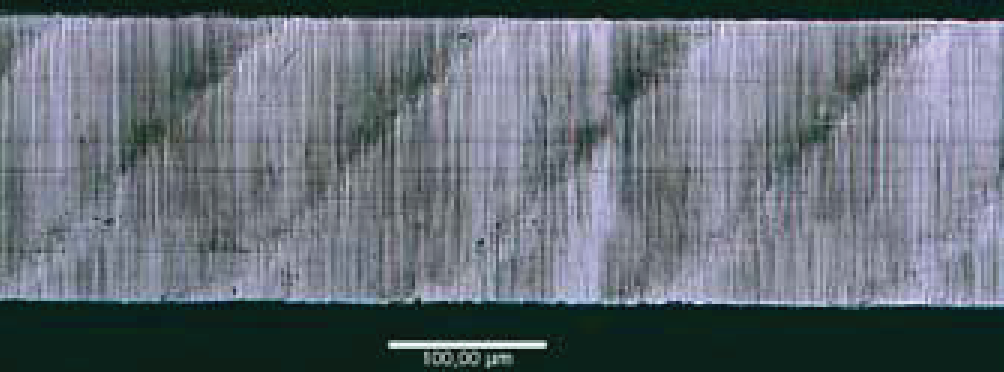
Figure 8: The doctor blade contact surface, with a pattern from a channel engraved anilox cylinder
UV INK FLOWABILITY
The relatively high solids fraction and viscosity of UV ink can sometimes cause printing and cleaning problems, due to the lower ink flowability. Finer designs demand higher line anilox rolls, which can result in deeper cells to achieve the correct ink volume. The deeper cells can result in more difficult release of the ink and problems with plugged cells. As an example, the blade contact surface shown in Figure 5 can give a clue to the problem seen in Figure 6: uneven distribution of ink along the anilox cylinder, causing “bands,” or inconsistent printing and uneven wear of the doctoring blade. Fine tuning to overcome this phenomenon involves a better correlation between the ink and the anilox engraving.
TREE BARKING
When used flexo blades have “normal looking” contact surfaces, as in Figure 2, while at the same time parallel dark line patterns appear on the used anilox cylinder, as in Figure 7, we have clues that point to a case of “tree barking,” in which similar lines appear in the print. The phenomenon of tree barking can arise, for example, when printing with water based inks on a paper substrate. The solution involves the use of magnets and refined filters in the ink system, as well as adjusting the ink composition to avoid the binding reaction between components in the ink and paper.
NEW ANILOX ENGRAVING DESIGNS
Over the years, anilox providers have introduced different types of engraving, generating increasing demands on doctor blades to perform clean wiping independent of line density, cell volume and printing speed. Both Figure 2 and Figure 8 reveal patterns from different types of anilox engraving. They show the contact surface of doctor blades which have been wiping aniloxes with similar line density but different engraving patterns—a conventional 60 degree hexagonal in Figure 2 and a channel pattern anilox in Figure 8. The varying patterns on doctor blade contact surfaces resulting from these different anilox engraving patterns are an extra parameter for users to optimize when choosing blade quality and dimension. Using the incorrect quality and dimension will shorten the life of the anilox cylinder, which is very costly. The examples given in this article are intended to show how continuing developments and changes in printing processes bring along new challenges, and that these require us to reexamine former solutions. For example, a change in ink, anilox and substrate, printing speed, job length or even a press’ age can bring forth new requirements on printing process parameters, including doctor blade selection and use. The questioning of obvious past choices can be a good investment, and printers are encouraged to do testing together with suppliers to fine tune doctor blade selection and use for the highest possible productivity at the lowest possible total cost.
If you need help with assessments or training for the best pressroom solution, contact one of our experts for a consultative evaluation. Our team will be able to help you with solutions.
Download Technical Article
Higher Quality Print Means More Demanding Results from Today’s Doctor Blades
Recent Comments