FLEXO 101
Doctor Blades for Printing:
Commodity or Key Process Element?
Second in a 5 Part Series on The Importance of Basic Process Element
Doctor blades began replacing rubber metering rolls in the flexographic ink transfer process in the early 1970s. Compared to metering rolls, doctor blades could sheer ink from an anilox surface more precisely. They were also less affected by the hydraulic pressure of ink that widened the gap between the anilox and metering roll. In the beginning, ink was first delivered from an ink pan to the anilox by a rubber fountain roller. The doctor blade replaced the metering roller and wiped excess ink from the anilox in a positive “wiping” position. In this position, the blade was subject to the same hydraulic pressure as the metering roller. Press speeds were restricted by an increase in hydraulic lift. Soon the doctor blade was reversed, so as to engage the anilox in a negative or sheering position; which resulted in reducing the anilox ink film even at higher speeds. At that time, the only downside to doctor blade ink metering was an increase in damage and wear to the mechanically engraved and chrome plated anilox surface. Some anilox wore flat in a matter of weeks.
In the1970s, doctor blade specifications for a typical flexo printer were:
- Material – Hardened and tempered blue strip steel
- Thickness – Thin as possible, so as to reduce the contact area with the anilox surface—usually 0.006-in. thick
- Edge – None specified—it was often a ripped or rough edge
Doctor blade material was often purchased from the cheapest local source of commercially available strip steel— the same material was used for strapping and banding wood and industrial products. Chrome anilox suppliers applauded the move to doctor blade metering and the resulting boon in their reconditioning business.
In the 1980s, ink metering changed radically for two reasons:
- Laser engraved anilox rolls were developed. They were far more wear resistant than a mechanically engraved chrome surface and made it possible to engrave a much smaller and higher line count. Plus, the surface ink film could be reduced, so it became possible to print finer type and smaller dots with less dot gain
- Chambered doctor blade metering systems were introduced. They lowered the amount of ink required to charge the system by as much as 50 percent. Ink was less vulnerable to evaporation and atmospheric contamination and more stable for longer runs
Laser engraved anilox rolls, and to some degree chambered ink metering systems, opened the door to the many key process element improvements that followed. Think about it: Improvements to inks, plates, mounting tapes, sleeves, doctor blades and so on were not needed when an anilox line count was restricted to 360 cells per inch or less. As a result, flexo evolved to be a specified print method for many quality conscious print buyers.
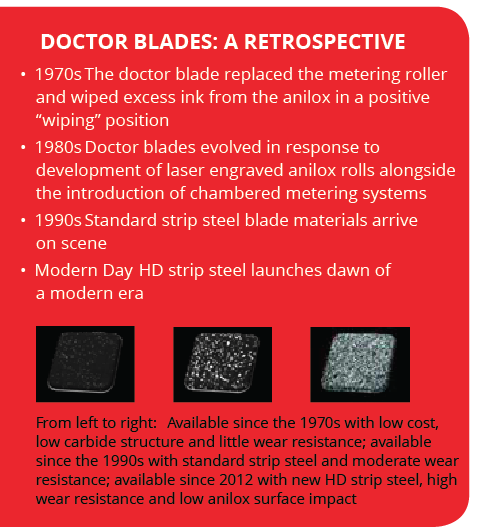
DOCTOR BLADE EVOLUTION
When laser anilox rolls were first introduced, the cost of each was often five times greater than the chrome surface it was replacing. Printers applauded the quality gains resulting from higher line counts and thinner ink films, but the laser surface was vulnerable to wear and damage. This vulnerability initially slowed migration to laser surfaces. In response to concerns about wear and damage, new types of doctor blade steels and new blade edges were developed.
EDGE & THICKNESS
In lamella or step edge doctor blades, originally a rotogravure design, the edge of the blade steps down to about half the full thickness—a 0.008-in. thick blade steps down to 0.004- in. The idea was to reduce the contact area and achieve a thinner ink film. However, the lamella tip has a tendency to flex (a desirable feature in rotogravure but not in flexo) when pressure is applied, allowing more—not less—ink to pass beneath. Another problem of the thinner edge area is that it wears twice as fast, until the point that the tip wears completely or in some cases snaps off. The lamella edge is prone to producing slivers of steel, which threaten the anilox. On a radius edge blade, which until recently was the most popular edge among wide web printing, the blade’s radius could seat to the anilox surface during the job’s startup process. The majority of printers chose a 0.008-in. thick blade because it was thick enough to resist bending when pressure was applied and added life. Beveled edge blades were developed to assist a blade’s seating to the anilox. Originally, they were 45 degrees, then 30 degrees, 15 degrees and 8 degrees. New stable bevel designs arrived with the advent of high speed HD flexo machines and the use of an expanded color gamut.
Printers require a blade to make and maintain a fine contact area for longer runs or for use on multiple jobs. Illustration 4 is an example of a new elongated 2 degree bevel, combined with a super alloyed micro refined steel. Coated blades were developed for the rotogravure printing markets. The ink repellent coatings with life enhancing properties reduce particle sticking—a major source of print defects in rotogravure. Recently, coated blades have found their way into flexo, initially through well intended OEMs. Their benefit in flexo—primarily longer life—can be offset by an increase in risk of anilox damage.
To keep prices down, some coatings are applied to low quality steels. If considering such a blade, it’s important to know the quality of the steel beneath the coating, as it will eventually contact the anilox. When combined with a high quality, high performance steel, coated blades are proven winners in long run, high speed applications and in coatings and adhesive applications, especially when anilox line counts are coarse.
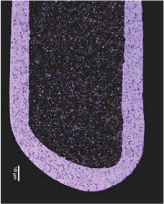
Figure 1. New HD steel with repellent micro enhanced coating.
BLADE BASICS
Are doctor blades a key process element? Yes they are.
So when does it make sense to buy a doctor blade on price?
The answer is simple: Always!
If you know how long you need a blade to run and if you know the cost of print defects, press stops, downtime and so on, you can find a cost effective blade that is ideally suited to meet your needs.
How do you know which blades are best tailored for your pressroom applications?
If you need help with assessments or training for the best doctor blade solution, contact one of our experts for a consultative evaluation. Our team will be able to help you with solutions.