FLEXO 101
Metering Ink: The Fundamentals
First in a 5 Part Series on The Importance of Basic Process Element
Ask any promoter of the rotogravure or offset printing processes and they will tell you the fundamental shortcoming of flexo printing is dot gain, image growth and resulting “dirty print.” Flexo detractors point to the raised image on the plate having to first collect ink from the anilox ink film and then “stamp” it onto the substrate. While a great deal has been done to minimize it, dot gain is still a persistent problem that will eventually creep into the flexo printed image over time. Over the past 25 years, improvements have been made to dramatically minimize the elements impacting dirty print.
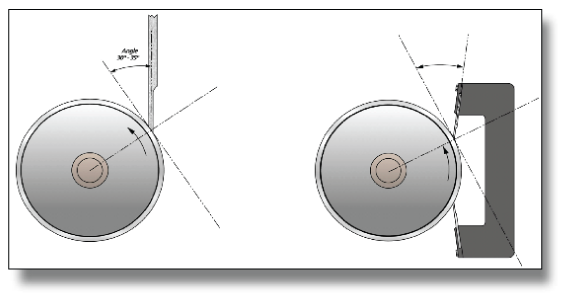
Figure 1: A component of precise ink metering is the doctor blade making contact with the anilox at between a 30 degree and 35 degree angle to the tangent.
CLEAN PRINT SOURCE
Precise ink metering, the kind needed to eliminate the surface ink film on an anilox, occurs when:
- A doctor blade makes contact with the anilox at 30 degrees to 35 degrees to the tangent (See Figure 1)
- The contact area is kept to a minimum so as to avoid hydraulic pushback at speed
While this information is not new, many flexo printers struggle to achieve and maintain a thin contact area at 35 degrees. Factors preventing precise metering for an entire run are:
- Poor condition of the doctor blade holder and clamp • Excess blade to anilox pressure
- Wrong choice of doctor blade
- Lack of adequate operator training
DOCTOR BLADE HOLDER
It’s true, like every other press component, blade holders do wear out. Not just the clamping mechanism but the entire blade holder. Think about it: When a holder and clamp are in new condition, the entire length of the blade
can make simultaneous contact with the anilox at the correct angle with minimum pressure. However, when the blade clamp is pitted, when bolts are missing and the backstop is corroded, the blade will not sit evenly and uniformly. When the holder or chamber is even slightly warped, one end of the blade will make anilox contact without the other.
To make do, an operator is forced to apply more pressure, resulting in at least a portion of the blade buckling, so the side of the blade—not the tip—is making anilox contact. The considerably wider blade-to-anilox contact area is subject to hydraulic lift from ink pushback, resulting in a thicker anilox ink film. Metering on the blade’s side also results in edge slivering—a leading cause of anilox damage. The solution is to check the condition of holders at least once each year. If they have deteriorated, invest in new retrofit blade holders/chambers. There are many popular cost effective solutions available. It just doesn’t make sense to “make do” with a compromised holder that will profoundly compromise the entire print process.
DOCTOR BLADE
In the past, a common rule of thumb was that in order to achieve the smallest contact area, a doctor blade should be as thin as possible, often 0.006-in. However, because of necessary pressures needed to keep a chamber sealed to the anilox, we have determined thicker blades better resist bending or buckling. A thicker blade at 0.008-in. will result in a thinner contact area than a 0.006- in. Today’s high speed HD wide web flexo presses are often running a 0.01- in. thick material. But to maintain a thin as possible contact area and reduced ink film, these blades often include narrowing tips, reducing the contact area to 0.004-in. New chemistry and high definition steels are proving to be more rigid and less aggressive to an anilox surface, and slower to wear when compared to earlier generations of steel. They also don’t require a “soft” or “hard” coating to achieve the desired results. Unlike plastic materials, HD steel leaves no dyne altering residue imbedded into the anilox ceramic.
SUPPORT & TRAINING
Do your operators know the answers to these questions:
- What are the contact angles and contact areas of the blades run on your press?
- What is the condition of your blade holders and clamps?
- Are the blades you now run helping or hurting your operation?
If you need help with assessments or training to reduce dot gain and dirty print, contact one of our experts for a consultative evaluation. Our team will be able to help you with solutions.
Download Technical Article
Metering Ink: The Fundamentals (1 of 5)